瀏覽(lǎn)數量: 237 作者: 本站編輯 發布時(shí)間: 2022-12-17 來源: 本站
消防水帶(dài)一次成(chéng)型是指襯裏(或覆蓋層)材料由一組擠出機通過特別設計的(de)模(mó) 頭(tóu)擠出塗覆 在 織物(wù)層內外,然後往塗覆好的半成品中注入一定壓力的蒸汽進(jìn)行熱(rè)硫化或熱粘合。
對於一般有襯裏 水帶,要先將襯裏(或(huò)覆蓋(gài)層)材料擠出成軟管,再牽引到織物層中,然後注入一定壓力的蒸汽進行熱硫化(huà)或熱粘合。對於雙麵膠水帶(dài),則需要先將覆蓋層軟管牽(qiān)引到織(zhī)物層中進行(háng)熱硫化或熱粘合,然後通過特殊的翻帶機將與織物層粘合好的軟管翻到織物(wù)層外部,這樣織物層就在軟管內部,此時再(zài)把內襯軟管牽引到織物層中,通蒸汽進行熱硫化或熱粘合(hé),此種方法為二次成型法。
工藝流程
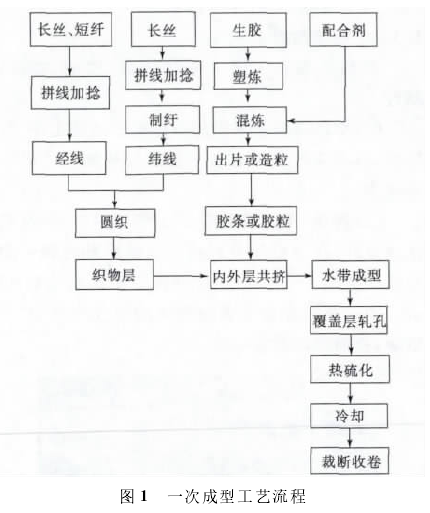
一次成(chéng)型工(gōng)藝流程可(kě)分為(wéi)襯裏(或覆蓋層)材料製備、織物層圓織、內外層共擠、覆蓋(gài)層軋孔、熱硫化(或熱粘合(hé))、冷卻、裁斷收卷工(gōng)序,具體流程如圖(tú)1所示。
二(èr)次成型工藝根據(jù)水帶結(jié)構不同而有所不同。
①無塗層 水(shuǐ)帶生產工 藝流程為 襯裏材料(liào)製備、襯裏擠出軟管、織物層圓織(zhī)、軟管穿入織物層、熱硫化(或熱粘合)、冷卻、裁斷收卷。
②有(yǒu)塗層水帶生產工藝在裁斷收(shōu)卷(juàn)前,增加一道塗層工序。
③滲(shèn)漏水帶(即濕水帶)在裁斷收卷前,增加一道帶體穿孔工序。
④雙麵(miàn)膠水(shuǐ)帶增(zēng)加翻帶、覆蓋(gài)層軋孔工序。
 蘇公網安備32120502010235號
蘇公網安備32120502010235號